中走丝、慢走丝和快走丝总称线切割机床
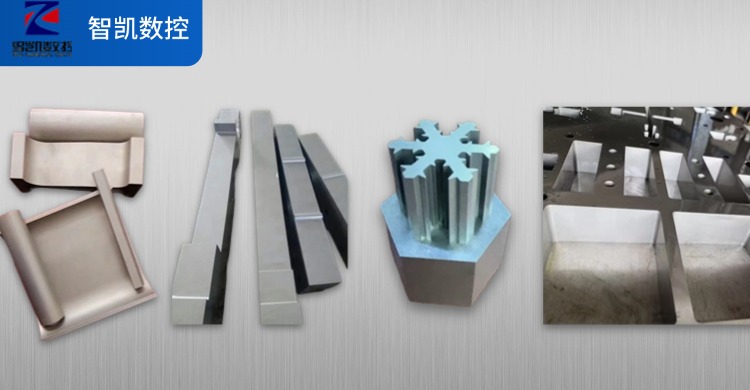
线切割机床(Wire cut Electrical Discharge Machining简称WEDM),它是一种电加工机床,靠钼丝通过电腐蚀切割金属(特别是硬材料、行状复杂零件,同时,利用高能量密度的电火花放电烧蚀原理进行加工的。
线切割机床原理
(1)数控线切割机床在加工时,切割刀具(铜丝或钼丝)和工件之间加有20KHz、150v的直流脉冲电压。电极丝与工件之间的脉冲放电。当刀具和工件之间的距离足够近时(约0.01mm),电压击穿冷却切削液介质,在线切割机的切割刀具和工件靠近的全长上均匀放电,高能量密度电火花放电瞬间温度可以达到7000℃或更高,高温使被切削金属瞬间汽化,生成金属氧化物,熔融于切削液中,被移动中的线切割机刀具带出加工区域。
(2)电极丝沿其轴向(垂直或Z方向)作走丝运动。
(3)工件相对于电极丝在X、Y平面内作数控运动。
线切割机床分类
(1)高速走丝电火花线切割机床(WEDM-HS),其电极丝作高速往复运动,一般走丝速度为8~10m/s,电极丝可重复使用,加工速度较高,但快速走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种。
(2)低速走丝电火花线切割机床(WEDM-LS),其电极丝作低速单向运动,一般走丝速度低于0.2m/s,电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好,但加工速度较低,是国外生产和使用的主要机种。
(3)中速走丝电火花线切割机床,又叫“中走丝线切割”。是我国的,其原理是对工件作多次反复的切割,开头用较快丝筒速度、较强高频来切割,zui后一刀则用较慢丝筒速度、较弱高频电流来修光,从而提高了加工光洁度。
总结
线切割技术作为现代精密加工的重要工艺,凭借其独特的电蚀加工原理,在硬质材料、复杂形状零件的加工中展现出不可替代的优势。从高速走丝的高效加工,到低速走丝的高精度表现,再到中走丝技术对效率与精度的平衡创新,线切割机床正不断推动着制造业向更高水平发展。
智凯数控深耕线切割领域,持续优化中走丝机床的加工工艺,通过智能控制系统和先进的切割技术,为用户提供更稳定、更精密的加工解决方案。
下一篇: 中走丝线切割对工作环境的要求,你知道吗?